挤出机牵引条料时打滑导致切粒不齐(长短偏差超 ±1mm)是拉条切粒工艺的高频故障,操作人员常困惑于 “是牵引辊压力不够(正压力不足致摩擦力小)还是表面太光滑(摩擦系数低致摩擦力不足)”。文章先拆解二者的故障特征与解决方式,同时指出条料直径不均、牵引 - 挤出速度不匹配…
本文围绕双螺杆挤出机停机后螺杆卡死问题,明确加热熔料是解卡核心前提、强制转动仅为物料软化后的辅助手段,分析停机未清料、设备磨损、物料含难软化杂质等隐性诱因,提供紧急解卡与长期预防流程,强调 “先软化,再辅助,禁蛮干” 以避免设备损坏。
针对碳纳米管填充 ABS 挤出后导电性不均的问题,本文明确:分散段螺杆失效(剪切不足、结构 / 磨损异常)是显性诱因,表现为制品整体电阻波动大、断面有 CNT 团聚颗粒,可通过检查螺杆组合(2-3 组啮合块适配)、提升转速(250-320rpm)、修复磨损部件解决;但更易被忽略的隐性诱…
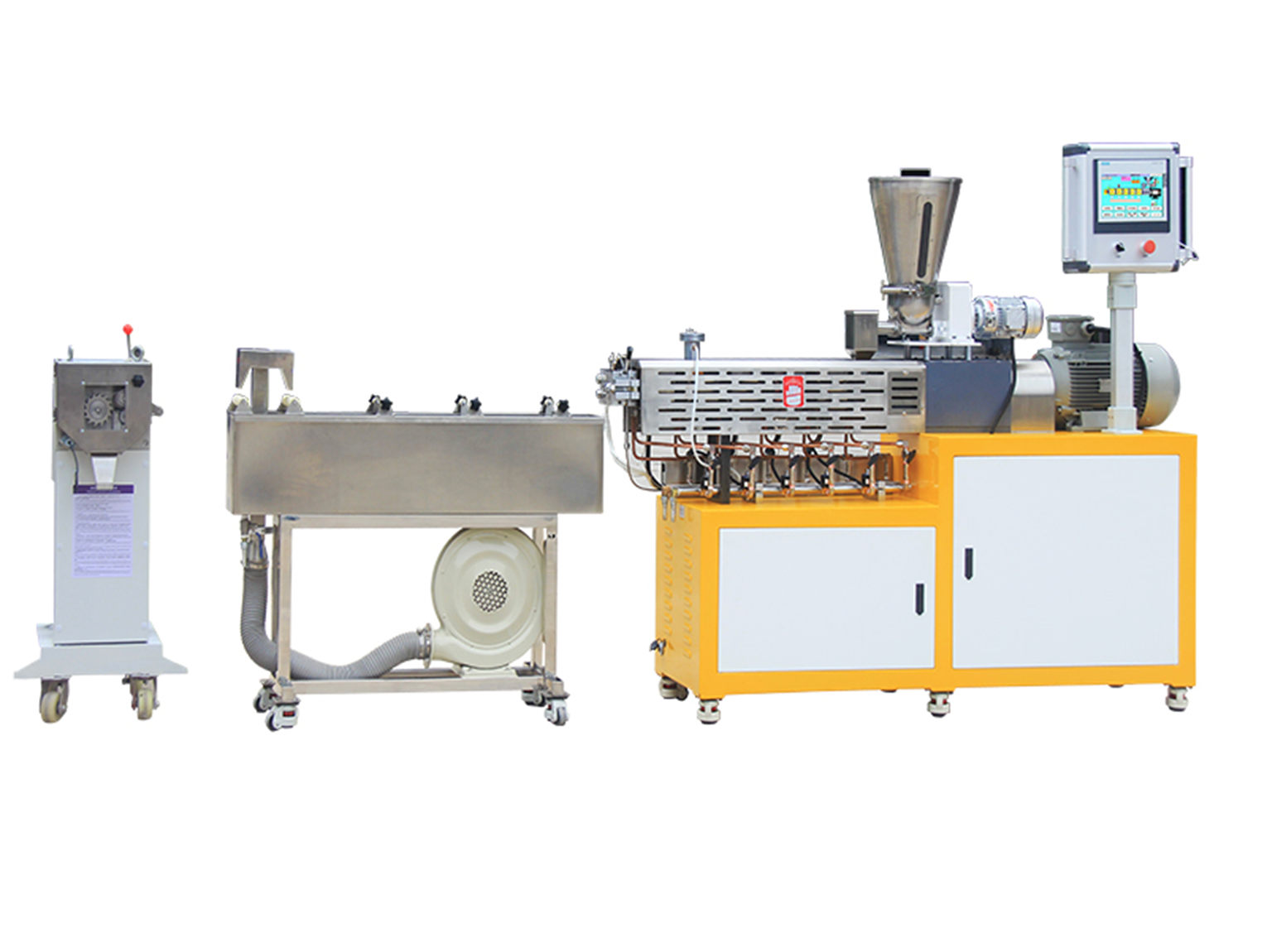
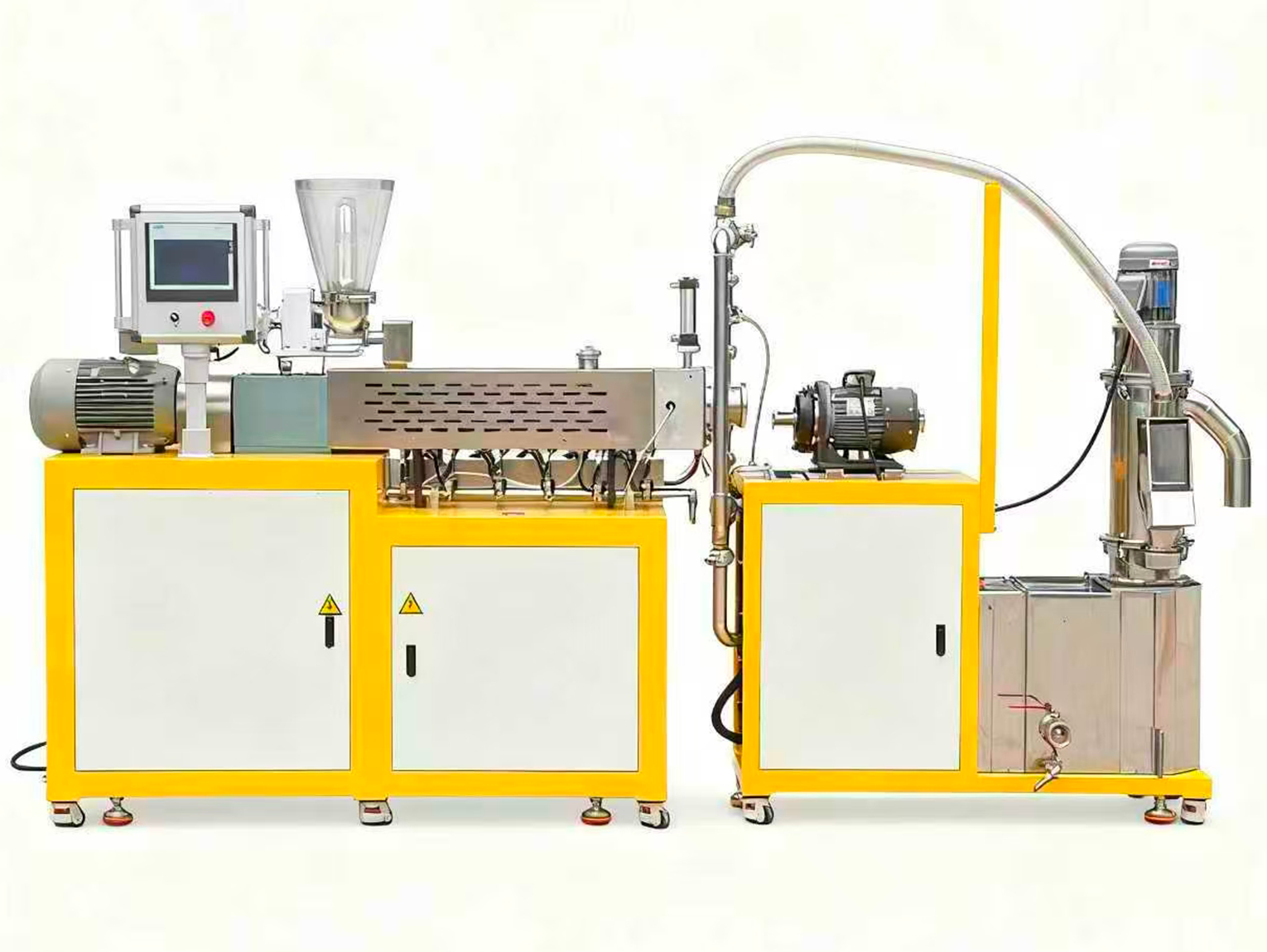
本文围绕双螺杆挤出造粒机的核心价值,从十大维度提炼其优势:在物料处理上,可高效混炼多形态原料、兼容热敏 / 高粘 / 高填充等多元物料,解决分散不均问题;在生产效率上,采用连续化模式缩短周期、降低单位能耗,适配从实验室小试到量产的不同产能需求;在质量保障上,通过多区…
针对更换物料后挤出机扭矩升高的问题,本文明确:显性诱因为螺杆组合不匹配(扭矩持续高,调转速改善有限,因剪切 / 输送能力与物料需求不符)与转速太快(扭矩随转速线性增加,降转速后快速改善,因剪切速率超物料耐受度);隐性诱因为物料特性突变(粘度 / 填充量 / 含水率超预…
针对挤出造粒颗粒表面有气孔的问题,本文明确:物料干燥不彻底是显性原因,而原料低分子物质产气(伴异味、高温更严重)、喂料带入空气(表面浅凹陷、粉料加工明显)、真空脱挥失效(穿透性气孔、真空表异常)、加工参数不当(随温压波动、调参后改善)、设备结构缺陷(位置固定、…
服务热线
截屏,微信识别二维码
微信号:XH13268737438
(点击微信号复制,添加好友)
打开微信