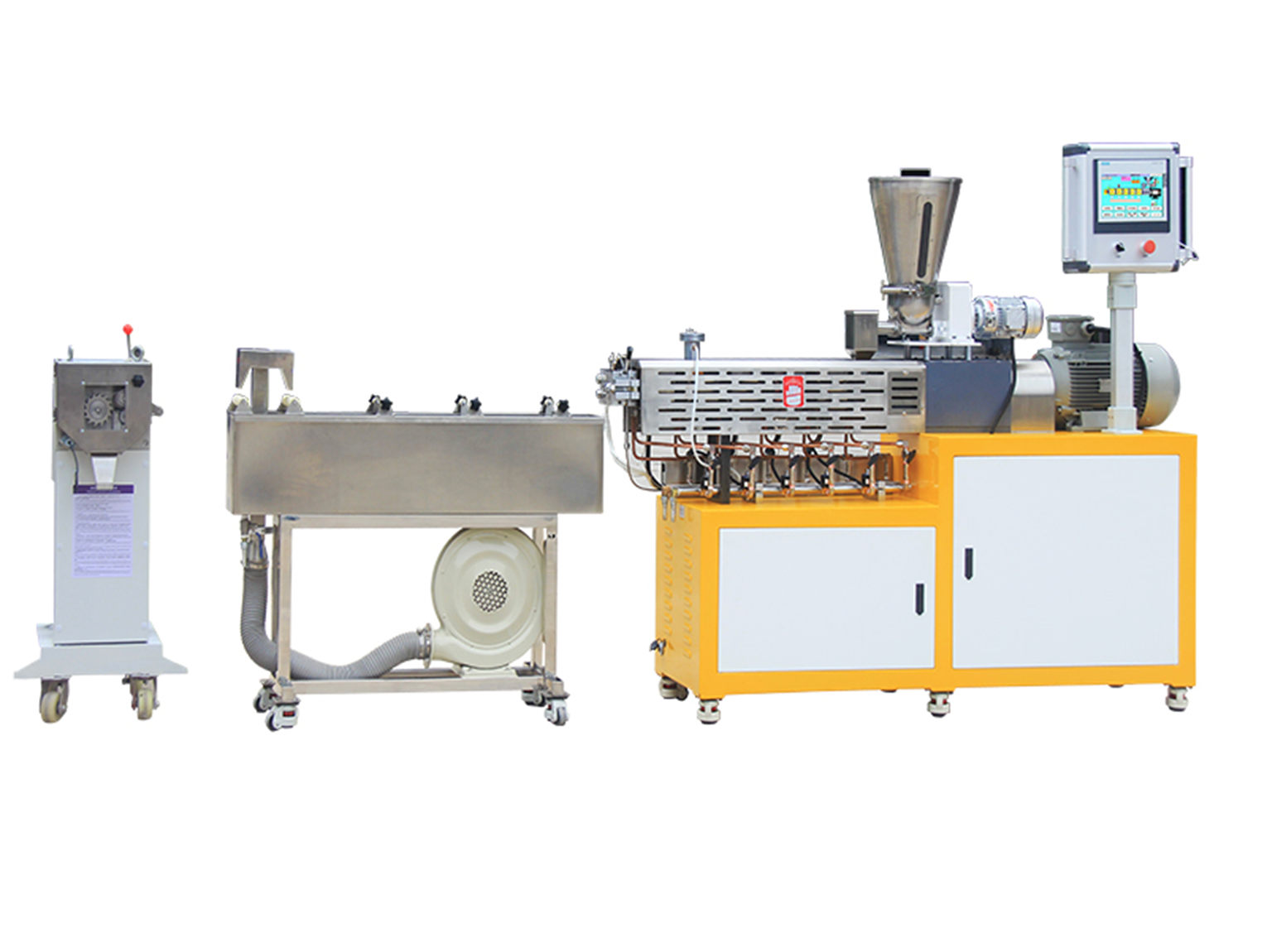
本文围绕双螺杆挤出造粒机的核心价值,从十大维度提炼其优势:在物料处理上,可高效混炼多形态原料、兼容热敏 / 高粘 / 高填充等多元物料,解决分散不均问题;在生产效率上,采用连续化模式缩短周期、降低单位能耗,适配从实验室小试到量产的不同产能需求;在质量保障上,通过多区…
针对更换物料后挤出机扭矩升高的问题,本文明确:显性诱因为螺杆组合不匹配(扭矩持续高,调转速改善有限,因剪切 / 输送能力与物料需求不符)与转速太快(扭矩随转速线性增加,降转速后快速改善,因剪切速率超物料耐受度);隐性诱因为物料特性突变(粘度 / 填充量 / 含水率超预…
针对挤出造粒颗粒表面有气孔的问题,本文明确:物料干燥不彻底是显性原因,而原料低分子物质产气(伴异味、高温更严重)、喂料带入空气(表面浅凹陷、粉料加工明显)、真空脱挥失效(穿透性气孔、真空表异常)、加工参数不当(随温压波动、调参后改善)、设备结构缺陷(位置固定、…
针对双螺杆挤出机真空口冒料问题,本文明确:显性诱因为真空度不够(持续冒料无烟雾、真空表读数低,因抽排能力不足)与物料挥发物太多(冒料伴烟雾、真空表正常,因脱挥需求超标);隐性诱因为真空口结构不合理(位置 / 口径不当、无防冒料挡板)、螺杆组合不当(熔融段短、真空…
针对挤出机模头堵塞有碳化料的问题,本文明确:模头温度过高(碳化料均匀分布、熔体整体变色,因超物料热稳定上限)与保温不好(碳化料局部集中、模头有明显冷热区,因局部温差导致滞留)是显性诱因;而物料停留时间过长(孔径小、滤网密引发滞留)、原料杂质 / 热稳定性差(杂质…
针对加工玻纤增强 PA6 螺杆磨损问题,本文明确:换耐磨螺杆(双合金为主,适配高玻纤刚需场景,延长寿命 3-5 倍)与降填充量(适配低增强试产场景,短期缓解磨损但牺牲性能)是核心显性方案,而工艺参数不当、玻纤预处理不足、螺杆结构不匹配是易忽略的隐性磨损推手。核心解决方案…
针对双螺杆挤出机喂料口架桥问题,本文明确:料斗角度不对(干燥物料也架桥,敲击暂缓解)与物料太潮(结块粘连,干燥后正常)是显性诱因,而物料粒径不均(粗细混杂形成稳定拱)、喂料口结构死角(滞留堆积)、缺乏搅拌装置(流动性差物料静态架桥)是易忽略的隐性因素。核心解决…
针对挤出造粒颗粒不均、连粒碎粒问题,本文明确:切粒机速度不当(颗粒长短不均、伴毛边)与牵引速度不当(颗粒粗细不均、伴拉条形态异常)是显性诱因,而熔体温度异常(拉条软脆失衡)、切刀钝损 / 间隙大(切割不规整)、冷却系统失效(拉条定型不均)是易忽略的隐性因素。核心…
针对双螺杆挤出机加工 PLA 降解塑料发黄的问题,本文明确:温度过高(整体均匀发黄、热降解)与螺杆组合不合理(局部斑点发黄、剪切降解)是显性诱因,而原料含水率超标(水解降解、伴气泡)、真空排气不足(发黄随时间加重)、机头压力过高(梯度发黄、熔体滞留)是易忽略的隐性…
针对密炼机负载 “咯噔” 声、空载无异常的问题,本文指出:齿轮箱故障(负载异响随负载增大变明显、伴油温高)是显性诱因,而转子啮合间隙异常、联轴器松动、物料硬杂质 / 结块是易忽略的隐性因素。核心解决方案并非直接拆解齿轮箱,而是按 “先排查物料(筛除杂质、破碎结块)→…
服务热线
截屏,微信识别二维码
微信号:XH13268737438
(点击微信号复制,添加好友)
打开微信